

אָטאַמאַטיק ראָבאָט קאַרטאַן קעסטל / ייַנשרומפּן ראַפּינג פּאַלאַטיזער
ווידעא
באַשרייַבונג
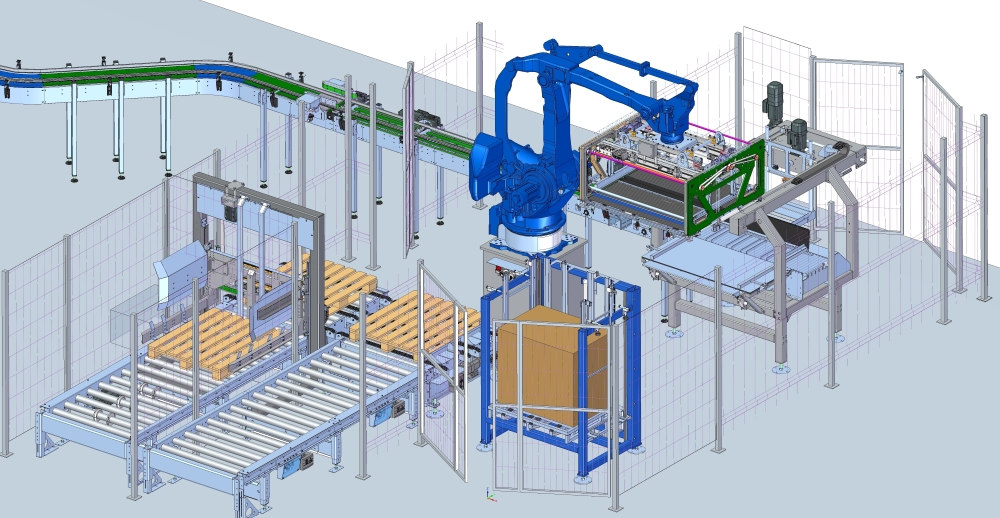

ראָבאָט פּאַלאַטיזער איז די פּראָדוקט האט שוין לאָודיד אין די קאַרטאַן, ויסקער קעסטל, באַגס און אנדערע כּללים פון די פּראָדוקט, דורך די קאַנווייער שורה וועט זיין עריינדזשד און פּאַזישאַנד;10-12 ניטלי געשטעלט פּאַלאַץ זענען געשטעלט אויף די אָטאַמאַטיק פּאַלאַט מאַשין דורך פאָרקליפט, און די מאַשין אויטאָמאַטיש סעפּערייץ די פּאַלאַץ סאַקסעסיוולי און סענדז זיי צו די פּאַלאַטינג שטעלע פֿאַר פּאַזישאַנינג און פּאַלאַטינג.דער ראָבאָט וועט כאַפּן די פּראָדוקט דורך די ספּעציעל ייַנאָרדענונג, און אין לויט מיט די פאַר-שטעלן פּלייסמאַנט אויף די פּאַלאַט, די פּאַלאַט קאַנווייער שורה סטאַרץ נאָך די קאַמפּלישאַן פון די פּאַלאַטיזינג פּאַלאַט רעזולטאַט ויסריכט, דורך די פאָרקליפט גאָפּל צו נעמען אַוועק די שורה.דער גאנצער פּראָצעס איז געענדיקט אויטאָמאַטיש אָן מענטש ינטערווענטיאָן.פּאַסיק פֿאַר פֿאַרזאַמלונג שורה, קענען זייער רעדוצירן אַרבעט און רעדוצירן אַרבעט ינטענסיטי.אַדאַפּט דעם באַגריף פון הויך גיכקייַט, סטאַביל און פּלאַץ שפּאָרן פּלאַן, פאַסטער און מער פּלאַץ שפּאָרן.איין מאַשין מאַלטי-ציל, שנעל אַדזשאַסטמאַנט, טאָן ניט האָבן צו פאַרבייַטן די סטאַקט פּראָדוקטן און זאָרג.
פאַרנעם פון אַפּלאַקיישאַן: קאָראַגייטאַד קאַרטאַן, פּלאַסטיק קעסטל, עמער פּאַקקאַגינג, זעקל פּאַקקאַגינג, עטק.


ויסריכט זאַץ: פּראָדוקט קאַנווייינג שורה, כאַפּן פּאַזישאַנינג שורה, פּאַלאַטייזינג ראָבאָט, באַזע, ייַנאָרדענונג, פּאַלאַט פאַרשפּרייטונג מאַשין, פּאַלאַט קאַנווייינג שורה, עלעקטריקאַל קאָנטראָל סיסטעם און זיכערקייַט שוץ נעץ, עטק.
איינריכטונגען
1. די נוצן פון ABB אָדער KUKA אָדער יאַסקאַוואַ סטאַקינג ראָובאַץ, צו ענשור אַז די סטאַקינג שטעלע איז פּינטלעך און סטאַביל.
2. קענען זיין פּריסעט אַ פאַרשיידנקייַט פון פּאַלאַטייזינג פּראָוסידזשערז, טוישן ספּעסאַפאַקיישאַנז קענען זיין גערופֿן בייַ קיין צייַט אויף די פאַרבינדן פאַרשטעלן, אָן ריפּלייסינג טיילן.
3. פלעקסאַבאַל נוצן, אַ ראָבאָט קענען שטימען צו 1-4 פאַרשידענע ספּעסאַפאַקיישאַנז פון פּראָדוקטן אין דער זעלביקער צייַט פּאַלאַטייזינג, שטאַרק קאַמפּאַטאַבילאַטי.
4. די פּאַלאַט ביבליאָטעק קאַפּאַציטעט איז גרויס, קענען אַקאַמאַדייט 10-12 ליידיק פּאַלאַט, קענען פאַרשטיין די אָטאַמאַטיק צושטעלן פון פּאַלאַט.
5. די נוצן פון אינטערנאַציאָנאַלע ערשטער-סאָרט סאָרט עלעקטריקאַל קאַמפּאָונאַנץ, צו באַשטימען די פעסטקייַט פון די עקוויפּמענט.
6. ציכטיק, שיין און עפעקטיוו;קענען זייער רעדוצירן אַרבעט.
7. די פאַרבינדן פאַרשטעלן אָפּעראַציע צו דערגרייכן מענטש-מאַשין דיאַלאָג, קענען אַרויסווייַזן די פּראָדוקציע גיכקייַט, שולד גרונט און אָרט, הויך גראַד פון אָטאַמיישאַן.
8. פּלק קענען זיין פּראָוגראַמד צו קאָנטראָלירן די נומער פון סטאַקינג לייַערס, פּאַלאַט צושטעלן און אָפּזאָגן פון קאַרטאָנס.
9. קאָנטראָל סיסטעם: פאַרבינדן פאַרשטעלן קאָנטראָל, מיט מאַנואַל, אָטאַמאַטיק אָפּעראַציע מאָדע, פאַרבינדן פאַרשטעלן מיט די גאנצע מאַשין אָפּעראַציע פֿונקציע.
10. פאַקטיש-צייט מאָניטאָרינג פון די גאנצע פּראָצעס פון ויסריכט אָפּעראַציע.אַלע ארבעטן סטעפּס זענען דיטעקטאַד דורך סענסאָרס מיט זיך-דיאַגנאָסיס פונקציאָנירן.ווען קיין טעות אַקערז, די עקוויפּמענט וועט אויטאָמאַטיש האַלטן, די שרעק ליכט וועט בליץ, און דער טעות טיפּ וועט זיין געוויזן אויף די אָפּערייטינג פאַרשטעלן.
11. פרייַ עלעקטריק קאָנטראָל קאַבינעט, קאָנטראָל קעסטל מיט קאָאָלינג פאָכער, פלורעסאַנט כאָלעל.
12. די גאנצע שורה איז צוגעשטעלט מיט אַ דראָט שפּעלטל, און די ווענטיל שפּעלטל איז פּראָטעקטעד דורך אַ קישקע.
13. קאַבלעס זענען אנגעצייכנט מיט שורה נומערן, און טערמינאַלס זענען קרימפּט.
14. די עקוויפּמענט צו טאָן די ריסיפּראַקייט באַוועגונג פון די קאַבלע ניצן די ראָבאָט ספּעציעל פלעקסאַבאַל קאַבלע.
די גאנצע מאַשין איז יקוויפּט מיט אַ זיכערקייַט טיר, ווען די טיר איז געעפנט, די מאַשין סטאַפּס ארבעטן צו ענשור די זיכערקייַט פון פּערסאַנעל.



טעכניש פּאַראַמעטער
| טיפּ | XYMD-12/R |
| מאַכט מקור | 380 וו 50 הז 20 קוו |
| אָנווענדלעך פּראָדוקט | קאַרטאָנס, ויסקער באָקסעס, באַגס, באַראַלז פּראָדוקטן, אאז"ו ו |
| פּראָדוקט גרייס | קאַסטאַמייז ווי דארף |
| אָנווענדלעך פּאַלאַט גרייס | ל 1000 ~ 1200 * וו 1000 ~ 1200 * ה 120 ~ 150 מם (לויט די פאַקטיש פּאַלאַט פּלאַן) |
| אָרדענונג מאָדע | קאַסטאַמייז ווי דארף |
| סטאַקינג הייך | ≤1800מם (ראָבאָט סעלעקציע קענען זיין דורכגעקאָכט לויט רעקווירעמענץ) |
| ספּיד | 10-12 ביץ פּער מינוט (לויט די פּלייסמאַנט פון די אָנלייגן טיפּ קענען זיין מער ווי אַ כאַפּן) |
| לופט דרוק | ≥6 קג/קם² |
| גאַז קאַנסאַמשאַן | 0.2 מ³ / מין |
| פּראָדוקט אַריבערפירן הייך | 900 מם (קאַסטאַמייז ווי דארף) |
| פּאַלאַט קאַנווייינג הייך | 600 מם (קאַסטאַמייז ווי דארף) |
| פּאַלאַט אַריבערפירן מאָדע | לויט צו די פּאַלאַט סטרוקטור קענען זיין געוויינט פּויק טיפּ, קייט טיפּ, קייט טעלער, עטק |
| מאַשין דימענשאַן | לויט די פאַקטיש אויסלייג |
| מאַשין וואָג | 2000 קג |
| עקוויפּמענט מאַטעריאַל | די הויפּט מאַטעריאַל איז טשאַד שטאָל ספּרייינג פּלאַסטיק, און דער טייל אין קאָנטאַקט מיט די מאַטעריאַל איז ומבאַפלעקט שטאָל (קאַסטאַמייז ווי דארף) |
| מיטל קאַנפיגיעריישאַן | (קאַסטאַמייז ווי דארף) |

